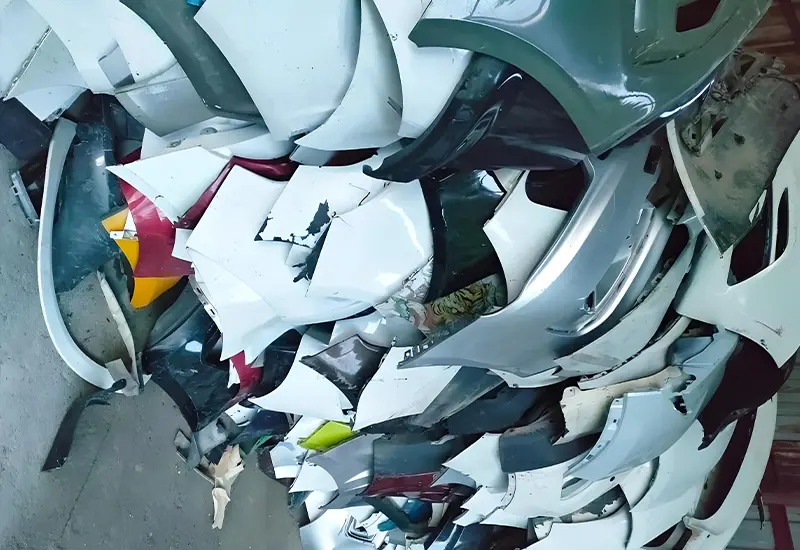
1.原料:废旧 ABS 制品(如家电外壳)→ 破碎机破碎成 “碎片”(8-12mm)
2. 单螺杆挤出机: ABS 碎片(含水率低于3%)→ U形螺杆上料机→ 定量喂料机匀速送入单螺杆挤出机 → 挤出机机筒分段加热(ABS 熔点约 170-210℃,机筒温度分 4-5 180℃→200℃→210℃→200℃→190℃,避免局部过热分解)→ 通过液压过滤网,利用单螺杆转速慢,对废旧塑料要求不高,换网器过滤面积大的特点,使废日塑料进行初级熔融,过滤
3. 双螺杆挤出机:经过过滤的塑料流体流进双螺杆下机,利用双螺杆进行共混,结合双螺杆的全部有点,达到对废旧塑料进行回收、并与添加的改性剂(如抗氧剂 1010、增韧剂 EPDM)充分混合达到共混的目的,形成均匀熔体。
4. 成型与冷却:熔体通过挤出机模头→ 挤出成 “连续条状”→ 进入冷却水槽(水温 25-35℃,冷却长度 3-5m)→ 条状熔体快速固化,避免变形。
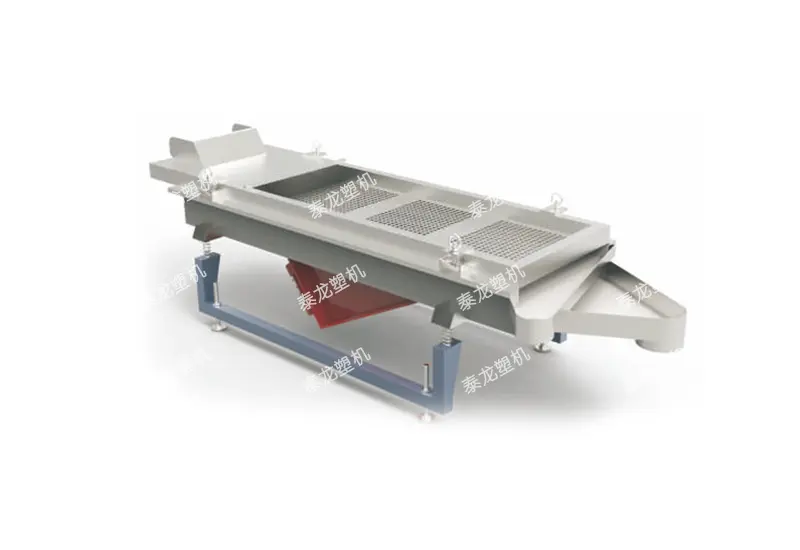
5.切粒与后处理:固化后的 ABS 条 → 通过抖水机冷却机去掉表面的水份 → 切粒机(切成颗粒)→ 筛分机筛选(去掉长条及粉末)→ 合格颗粒进入料仓储存 → 称重包装。
6.质量检测:抽样检测颗粒的 “含水率”、“熔融指数”、“外观”(无黑点、无粘连、粒径均匀),确保符合下游工艺要求。